工艺是指对印刷品进行再加工,以获得更炫酷视觉效果的一系列加工工艺。印后工艺大抵分为表面整饬、成型加工、书刊装订及其它工艺。
继上周印刷工艺实样120例之后,小编尼古拉斯▪印象为您详细地收集整理了印后工艺加工原理如下,帮助大家更好地理解这些工艺是如何制作出来的:
表面整饰工艺
覆膜
覆膜工艺可分为覆亚膜和覆亮膜两种,亚膜不如亮膜光亮但更显档次,覆膜可增强印刷品的防潮、防晒、耐磨、防污、抗水、耐热等性能。
UV
UV印刷是一种通过紫外光干燥、固化油墨的一种印刷工艺。UV可以增加产品亮度与艺术效果,保护产品表面,其硬度高,耐腐蚀摩擦,不易出现划痕等,有些复膜产品现改为上UV,能达到环保要求,但UV产品不易粘接,有些只能通过局部UV或打磨来解决。
过胶
给印刷品压一层塑料膜,有水晶膜、光膜、亚膜、柔触膜等材质可供选择。

烫金烫银
使用热移印的方法将金属箔(金、银箔)烫印在印刷品表面上,使得印刷品表面具有金属质感和效果。
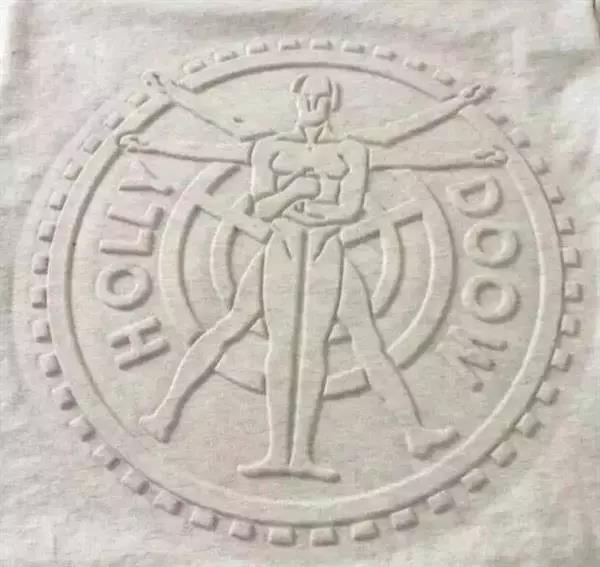
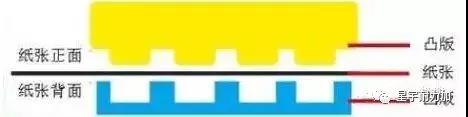
击凸
又称压印,使用压力将图形或文字压在印刷品表面,以达到特殊的触感和视觉效果。
植绒
在印刷品表面刷一层胶,然后再贴上一些绒毛材质,使得印刷品表面有绒布的效果。

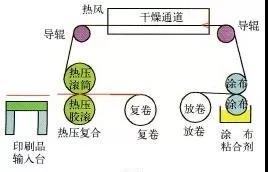
压纹
压纹工艺是一种使用凹凸模具,在一定的压力作用下使用印刷品产生塑性变形,从而对印刷品表面进行艺术加工的工艺。经压纹后的印刷品表面呈现出深浅不同的图案和纹理,具有浮雕立体感,增强了印刷品的艺术感染力。
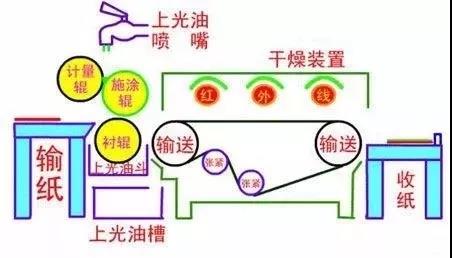
上光
上光有三种形式,分别是涂布、压光和UV上光,可增强印刷品的防潮、防晒、耐磨、防污、抗水性能。
成型加工工艺
模切
模切工艺就是根据印刷品的设计要求制作专门的模切刀,然后在压力的作用下将印刷品或其他承印物轧切成所需形装或切痕的成型工艺。

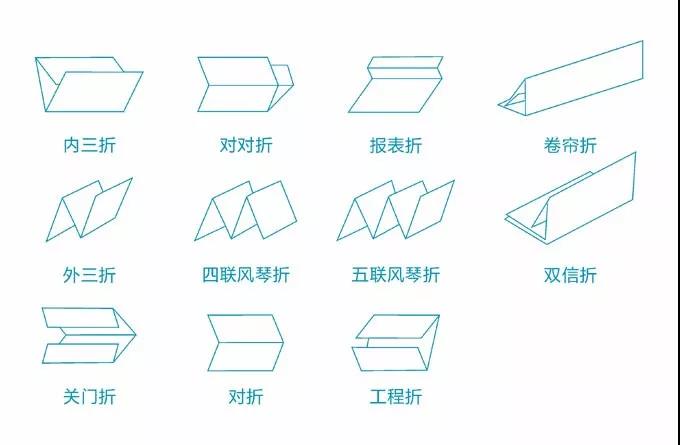
折页
折页是常见的印后工艺,有对折、三折、四折、五折、手风琴折等折法。
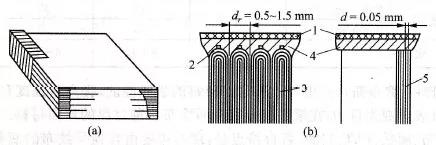
压痕
纸张太厚,或是纸浆太脆的印品直接折页的话,内部的纸浆外露,导致画面严重破损。压痕是解决这一问题的良方。压痕分为平压、滚压、和旋转压三种原理,分别具有不同的优缺点和适应场合。
打拢线
又称打点线、打虚线、针线、牙线等。在优惠券附券、奖票、回执、门票、打折卡等制作过程中经常使用。
打孔
按要求按尺寸在印刷品上打个洞掏个孔,常见于吊牌印刷中。
书刊装订工艺
骑马装订
简洁、常用的装订方式,适用于较薄的书刊装订。
平订
线装和铁丝装都属于平订,它是将印好的书页经折页、配帖成册后,在钉口一边用铁丝(线)钉牢,再包上封面的装订方法。用于一般书籍的装订。

锁线胶装
锁线胶装避免了无线胶装容易散页、脱胶的缺点,常用于页数较多的书刊装订中,如字典书等。
无线胶装
主要使用在胶版纸印刷中,如产品说明书、小说、教辅书籍等。
锁线胶背订
又叫锁线胶黏订,装订时将各个书帖先锁线再上胶,上胶时不再铣背。这种装订方法装出的书结实且平整,目前使用这种方法的书籍也比较多。
塑料线烫订
这是一种比较先进的装订方法,其特点是书芯中的书帖经过2次黏结,首次黏结的作用是将塑料线订脚与书帖纸张黏合,使书帖中的书页得以固定;第二次黏结是通过无线胶黏订将塑料线烫订的书芯黏结成书芯,这种办法订成的书芯非常牢固,并且由于不用铣背打毛,减少了胶质不良对装订质量的影响。
活页装订
热熔封套、铁圈、螺旋圈、胶圈、维乐、钢脊、塑管热铆、脊条等。
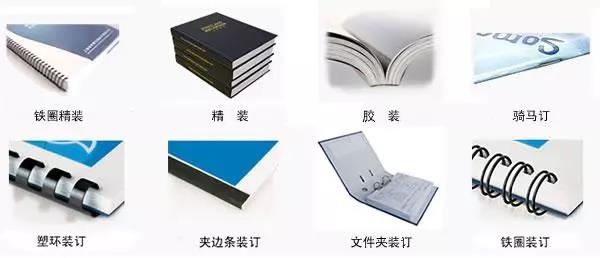
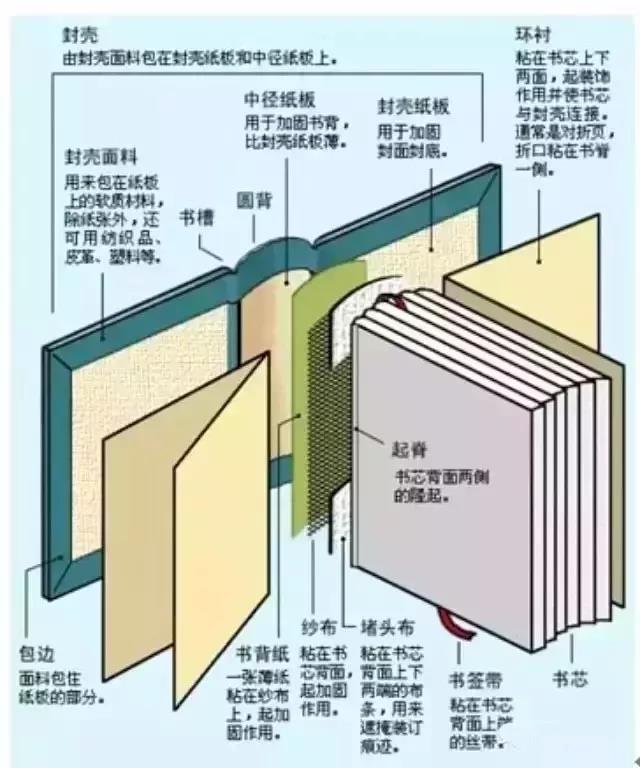
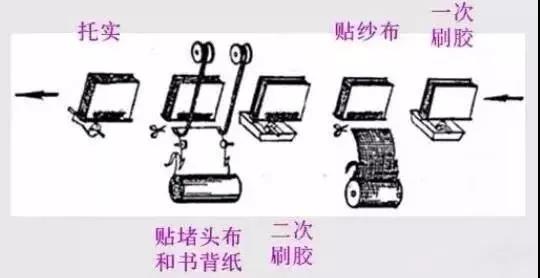
精装
工艺较为复杂,一般使用在画册、菜谱、集邮册、纪念册中。
其它印后工艺
压平
使印刷品更加的平整。
打号码
收据、合同、门票、联单等经常会涉及到打号码工艺,这类设备往往是采用自动跳号的打码头,安装在一组旋转的轴上,通过轴的旋转来实现。有胶打和铅打两种。
裱糊
常用于信封、手提袋、包装盒、精装书封皮、卡盒等印刷品中。
闷切
直角、圆角、圆、椭圆及异形。
刷胶
常用于信封、档案袋、手提袋等印刷品中。
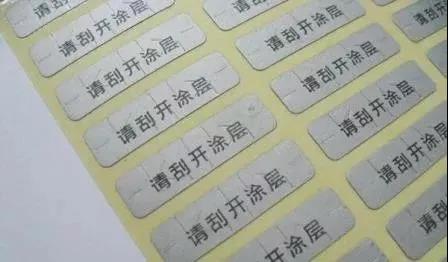
刮刮银
刮刮银油墨是指用于遮盖彩票、电话卡、有奖税务发票等密码(扣奖区)的那层容易被刮掉的银灰色油墨。这类油墨分为普通刮刮银油墨和紫外线光固化UV刮刮银油墨。
滴塑
滴塑是用热塑性高分子材料按要求塑造成设计的形态,在常温下固化成型,使印刷品表面获得水晶般凸起的效果的加工工艺。滴塑工艺常用于笔记本印刷、包装盒表面装饰、标识标牌等处。
常见后道工艺技术要点
1
模切、击凸一次完成工艺
凸版的高度不能高于模切刀的高度,一般合压后击凸版的高度应与模切刀的高度相同。但450G以上厚纸板应分开来做。
2
UV上光油
如果油墨覆盖面积很小,则可考虑用UV油墨印色加上UV光油可以省加过底油这个过程。
3
模切工艺
直纹处理的模切刀用于模切胶质材料,因为胶质材料需要用更锋利的直纹刀来模切。横纹刀用于模切纸质材料,用它模切纸品,切口有镜面效果、顺滑、不生尘,横纹刀的刀锋稳定、耐用。
压痕线的安装:
用于卡纸的压痕线的计算方法:
压痕线厚度A≥卡纸厚度(c),压痕线宽度B=1.5c+0.71mm,根据计算结果A×B(mm)选择压痕线规格;
用于瓦楞纸板的压痕线的计算方法:
压痕线厚度A≥瓦楞纸板的厚度(e),压痕线宽度B=2.0e+1.0mm,根据计算结果A×B(mm)选择压痕线规格;
量出钢线长度,用开剪机或手剪同样长度的压痕线,将压痕线套在钢线上;
揭开保护胶纸,开动模切机,压一次,要重压,使其粘牢,如果压痕线较短时最好压住停留1分钟左右;
开机拉出底板,撕去压痕线定位胶,然后用压痕线专用胶水或优质502强力胶水将压痕线两边加固,以免其移位;
最后用锋利的手术刀把过纸方向的压痕线两头削斜,以使过纸顺畅。
压痕线与钢线的配合:钢线高度模切刀高度—纸张厚度;钢线厚度≥纸张厚度。
反弹海绵胶硬度的选择原则:
当模切刀之间的距离<8mm时,应选择硬度为HS60(固体型)的海绵胶;
当模切刀之间的距离>8mm时,应选择硬度为HS25(瓦楞纸板)或HS35(卡纸,压缩率35%)的海绵胶;
当模切刀与钢线之间的距离<10mm时,应选择硬庶HS70的拱型海绵胶;
当模切刀与钢线之间的距离>10mm时,则应选择硬度为HS35的拱型海绵胶;模切刀的打口位应选用硬度为HS70的拱型胶,用于保护连点不被拉断。海绵胶安装在距离模切刀刀身两边最少1mm的位置,不能紧靠刀身安装;海绵胶应高出刀锋1.2mm左右,并视不同的硬度进行调节。
4
烫金版常识
硅橡胶烫金版:复杂烫印,耐高温;
铜锌版:只能制成平面凸文,制作时生成一氧化氮破坏环境;
树脂版:不耐高温,PP、PE无法使用;
感光硅橡胶版:综合硅橡胶烫金版和树脂版,耐高温,柔韧性好,适合于复杂曲面工件。
5
磨光处理
注意不能用射光蓝(或红)墨印刷的印品进行磨光处理,因为磨光后墨层变色,会造成产品批量报废。
6
糊盒问题
避免糊盒时在其糊口黏合剂难渗透亮光油造成粘接不牢,可以采用局部印刷亮光油的方法:专门晒制一块印刷亮光油的印版或对拼数不多的印版,可以将黏合处的纸舌所对应的橡皮布下的纸张衬垫局部割除,使那一部分的印刷压力不足以将亮光油印上。
7
先烫后印工艺要求
1. 定位十字线——在烫印的叼口和靠身部分加套准十字线;
2. 烫印压力以用手触摸没有明显的凹凸感为标准;
3. 烫印签样时应准备烫印胶片,把图案勾线(0.01mm线条),检查是否局部图案残缺;
4. 印刷前空压——把电化铝屑压掉,避免印刷油墨转移不上的现象;
5. 纸张要求表面强度高,白卡纸或玻璃卡纸注意反拉现象;
6. 烫印应用圆压圆或圆压平烫金机,因线接触压力较易调整;
7. 排版幅面不宜太大,拼版联数不易过多,以免造成印刷套准困难;
8. 烫印版一般采用腐蚀铜版或锌版,注意其平整度,最好用电雕版,并做一定的弧度,即中间高、周围低、方便排空气。
声明:本文章对转载、分享、陈述、观点、图频保持中立,目的仅在于传递更多信息,版权归原作者。
如果你有印刷需求,欢迎联系我们,业务咨询专线:13920336571